Checking the over length of perforated metal plate

Basic Information and Specification
Finished Products Photo
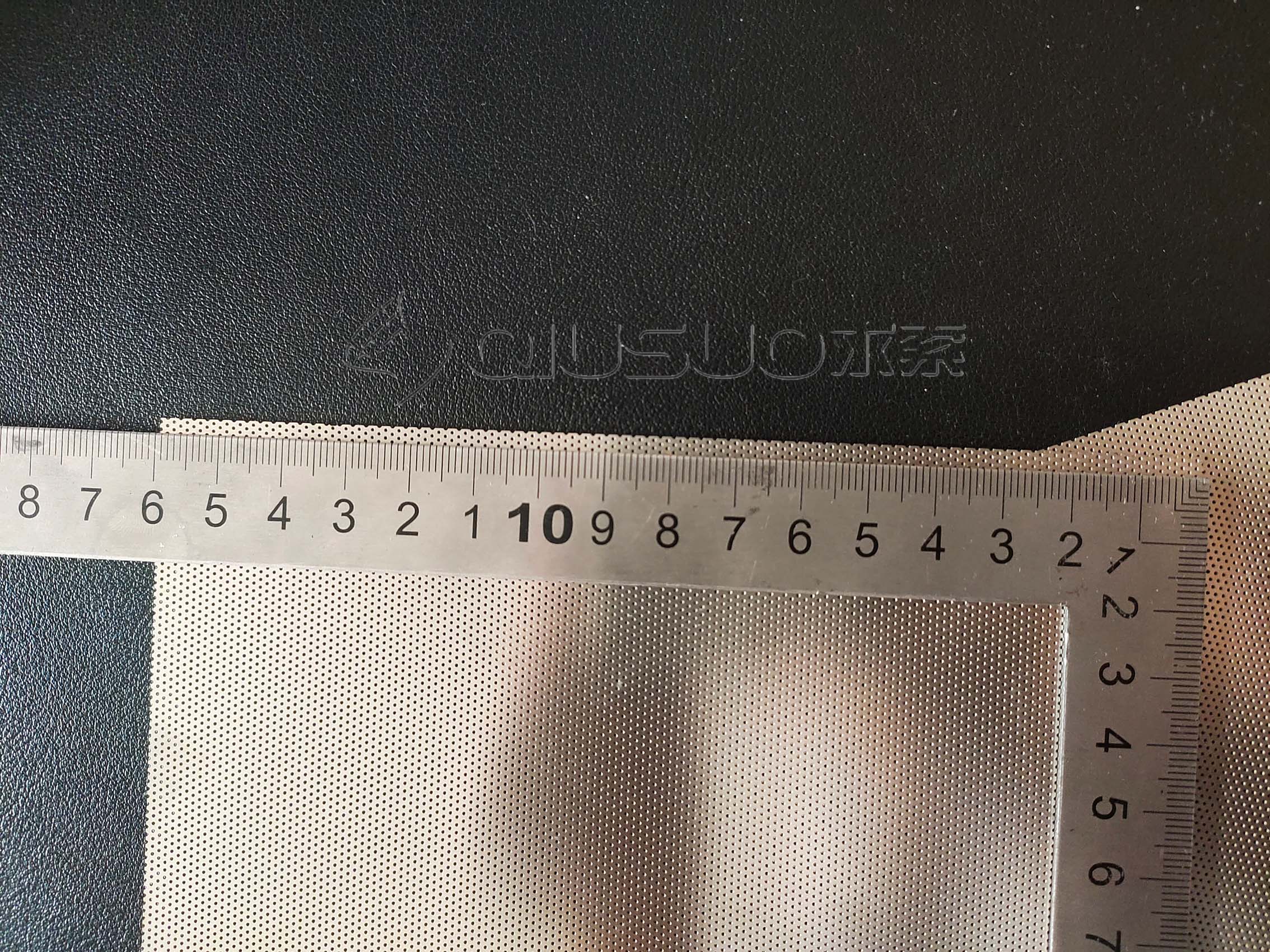
Checking the over length of perforated metal plate
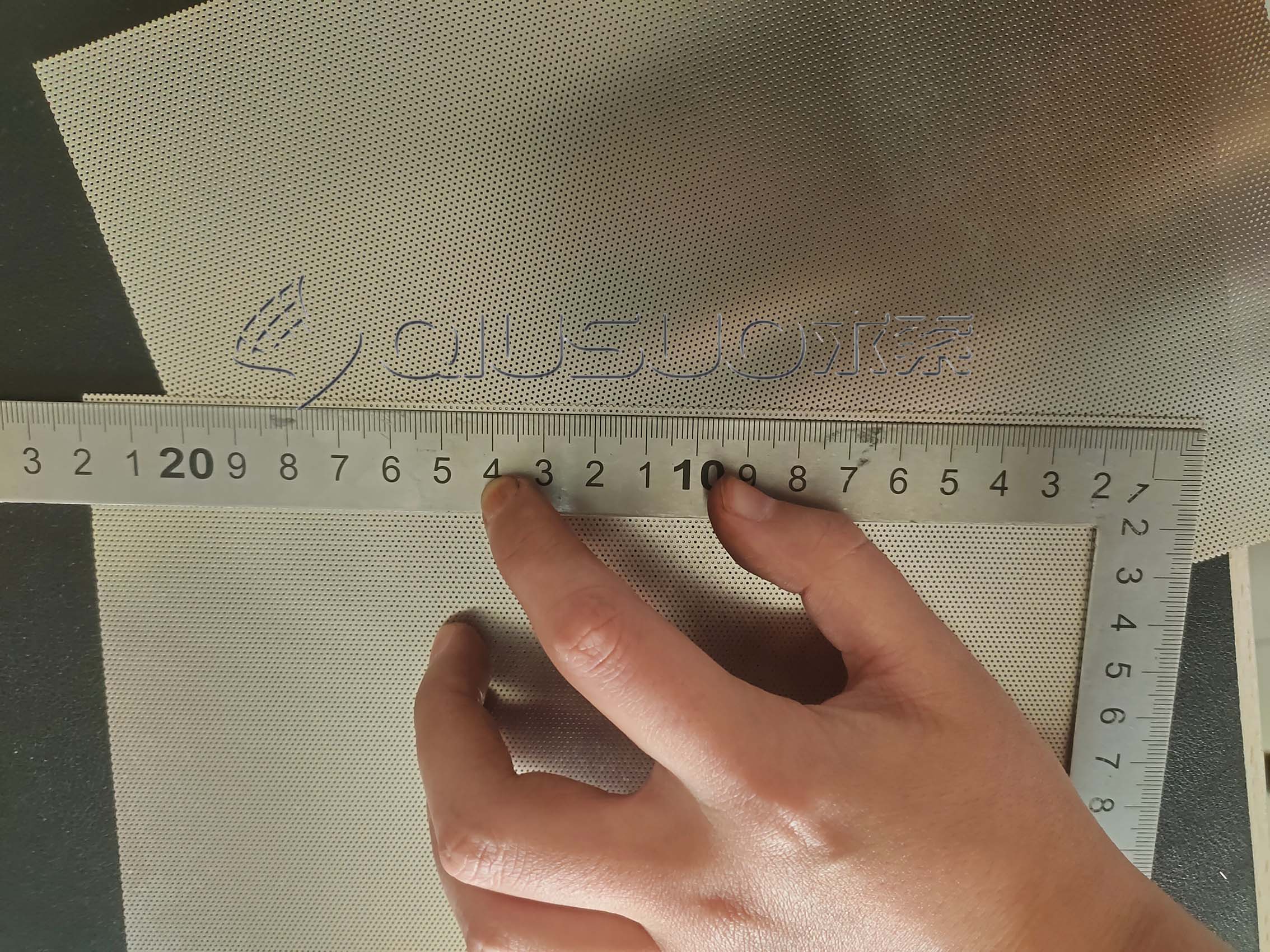
Checking the width of perforated metal plate
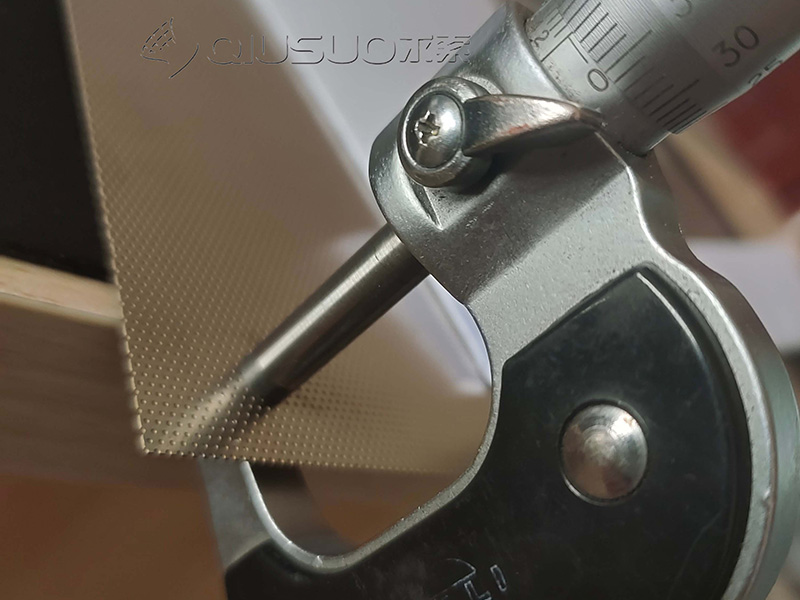
Checking the thickness of perforated metal plate
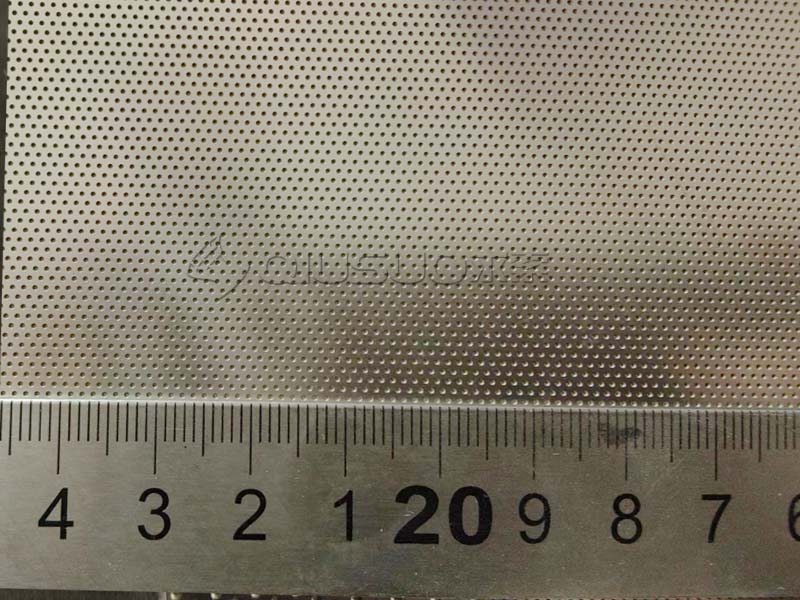
Checking the 10-hole pitch of perforated metal plate
Checking the hole diameter of perforated metal plate
X-ray spectrometer confirms perforated metal plate material grade
| Comparison | Processing Method | Apply | Merit | Deficiency |
|---|---|---|---|---|
| Electrical discharge-drilling | Pulse spark discharge etching metal forming for workpiece | Suitable for processing complex workpieces | Unique advantages for machining thin-wall workpieces, deep and narrow grooves and micro machining | Electrical discharge machining has no advantage and long processing cycle for workpieces that can be machined by conventional machine tools |
| Laser puncturing | Melting and gasifying materials by irradiation of workpiece with high power density laser beam | Suitable for repeated drilling with large number and high density and processing in difficult-to-machine inclined surface materials | Quick, clear, glabrous hole outline | Hole depth and hole depth-to-diameter ratio are limited |
| Linear cutting | The same as the principle of electrical discharge | Suitable for machining low rigidity parts and small parts | Reduced cost and shortened production cycle without design and manufacture of molding tools | Cutting while gradually dissolving workpieces is not suitable for mass production |
| Etching perforated | Contact chemical solution during etching to dissolve corrosion | Sheet below 2 mm, especially for sheet below 0.5 mm | Easy to achieve flat parts, no burr, complex pattern, and short processing cycle, low cost | The thickness of the material is limited, too thick to be etched |
Perforated Metal Plates Application