Vérification de la longueur supérieure de la plaque mécanique perforée

Informations de base et spécification
Produits finis Photo
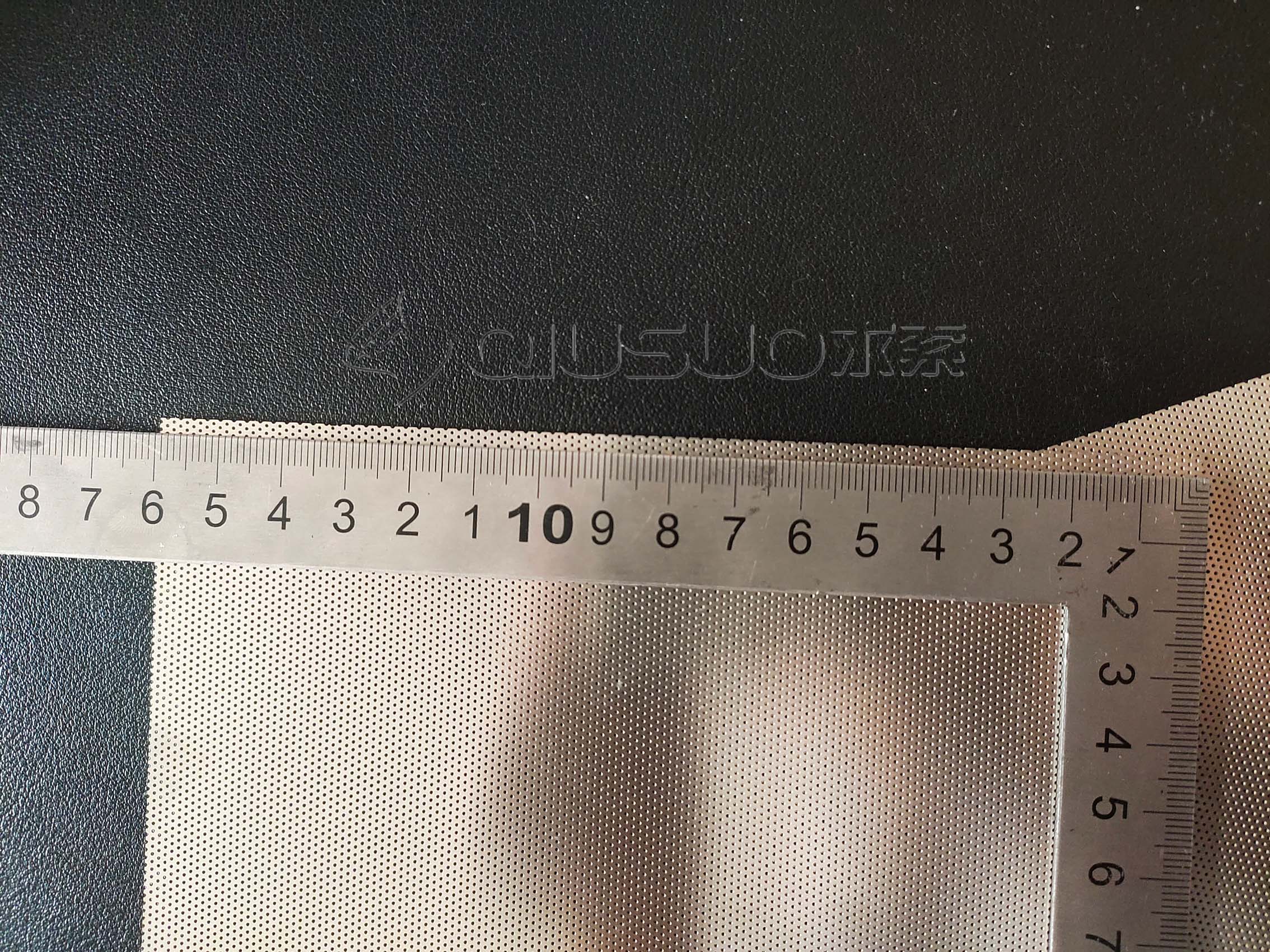
Vérification de la longueur supérieure de la plaque mécanique perforée
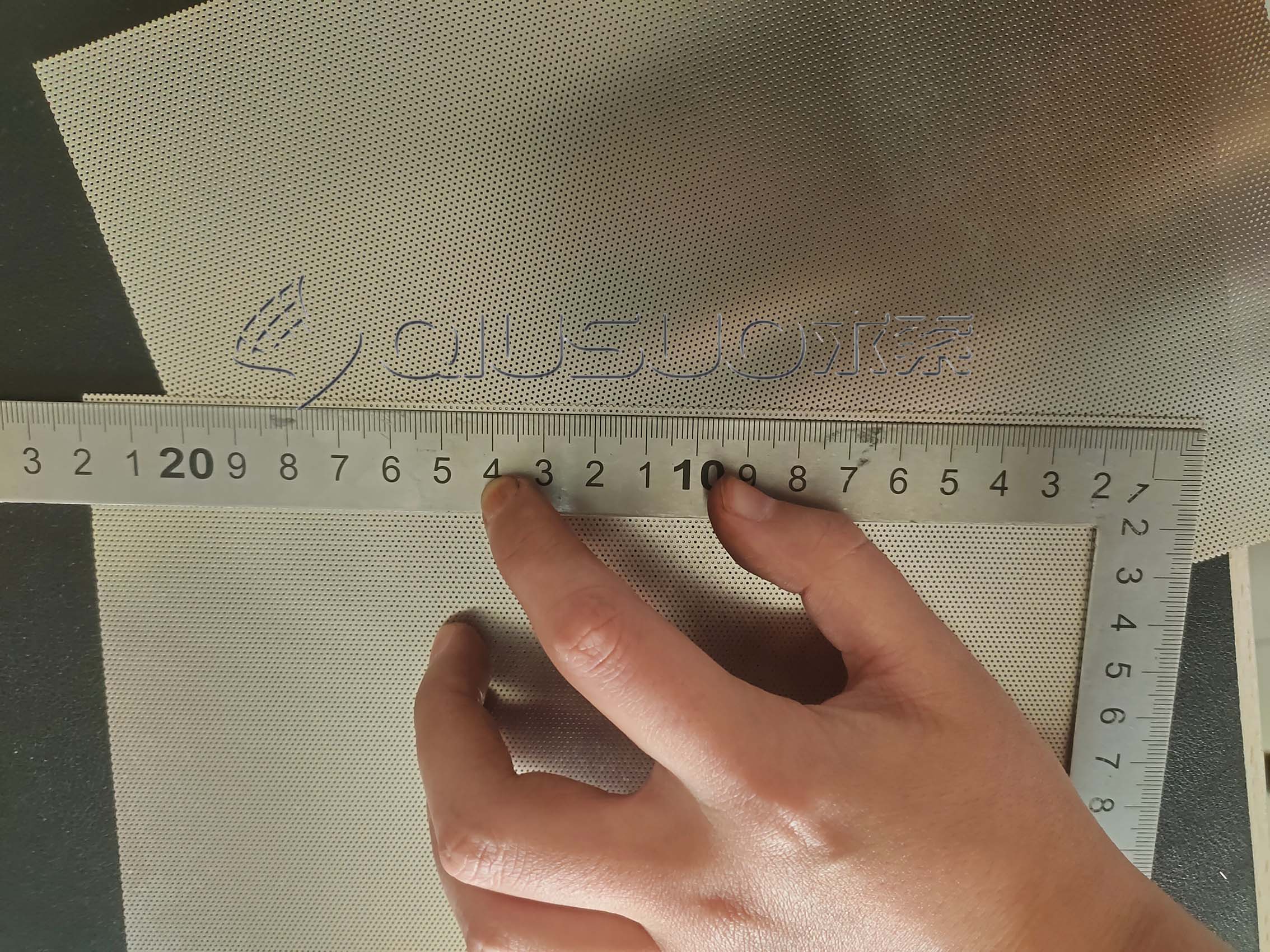
Vérification de la largeur de la plaque métallique perforée
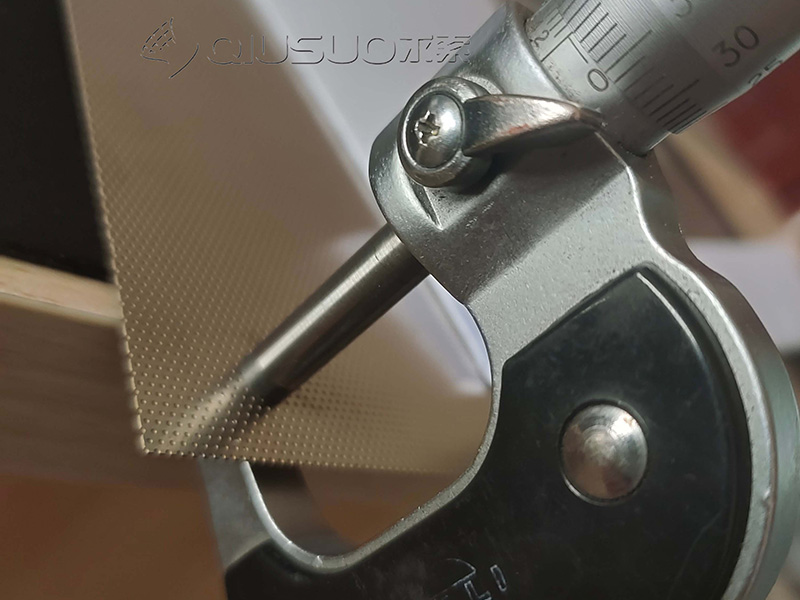
Vérification de l'épaisseur de la plaque métallique perforée
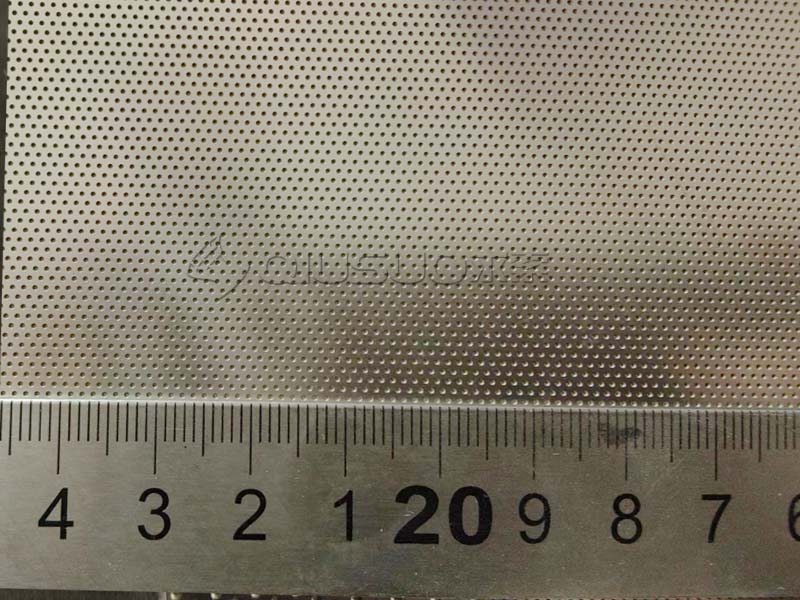
Vérification du pas de 10 trous de la plaque métallique perforée
Vérification du diamètre du trou de la plaque mécanique perforée
Le spectromètre à rayons X confirme la qualité du matériel de la plaque mécanique perforée
| Comparaison | Méthode de traite | Applique | Mérite | Carence |
|---|---|---|---|---|
| Décharge-fourrage électrique | Gravure à décharge par étincelle d'impulsion formant le métal pour la pièce | Convient pour le traitement de pièces complexes | Avantages uniques pour l'utilisation de pièces à paroi hachées, de pluies profondes et étroites et de micro-usinage | L'usinage par décharge électrique n'a pas un avantage et un long cycle de traite pour les pièces pour être utilisées par des machines-outilles conventionnelles |
| Laser de Perçonnage | Matériaux de fusion et de gazéification par irradiation de la pièce à faisceau laser à haute densité de puissance | Convient pour le fourrage réété avec un grand nombre et une densité élancée et le comportement dans les matériaux de surface inclinés difficiles à la machine | Contour de trou rapide, clair et glabre | La profonde du trou et le rapport profond-diamètre du trou sont limites |
| Coupe linéaire | Le même que le principe de la décharge électrique | Convient pour l'usinage de pièces à fées rigidité et de petites pièces | Coût réduit et cycle de production raccourci sans conception et fabrication d'outils de moulage | Couper en dissolvant progressif les pièces conviens pas à la production de masse |
| Gravure perforée | Solution chimique de contact pendentif la gravure pour dissoudre la corrosion | Feuille inférieuse à 2mm, en particulier pour la feuille supérieure à 0,5mm | Facile à réaliser des pièces plaques, pas de bavures, motif complexe et cycle de traite court, faible coup | L'épaisseur du matériel est limite, trop épée pour être grave |
Application de plaques métalliques perforées
Contactez-nous
Si vous avez besoin de consulter le prix, veuillez contacter le service commercial par e-mail : sales@qs-wiremesh.com
Veuillez partager vos dessins, spécifications ou détails d'application afin que nous puissions examiner votre demande et préparer un devis plus précis.