检查穿孔金属板的超长

基本信息和规范
成品照片
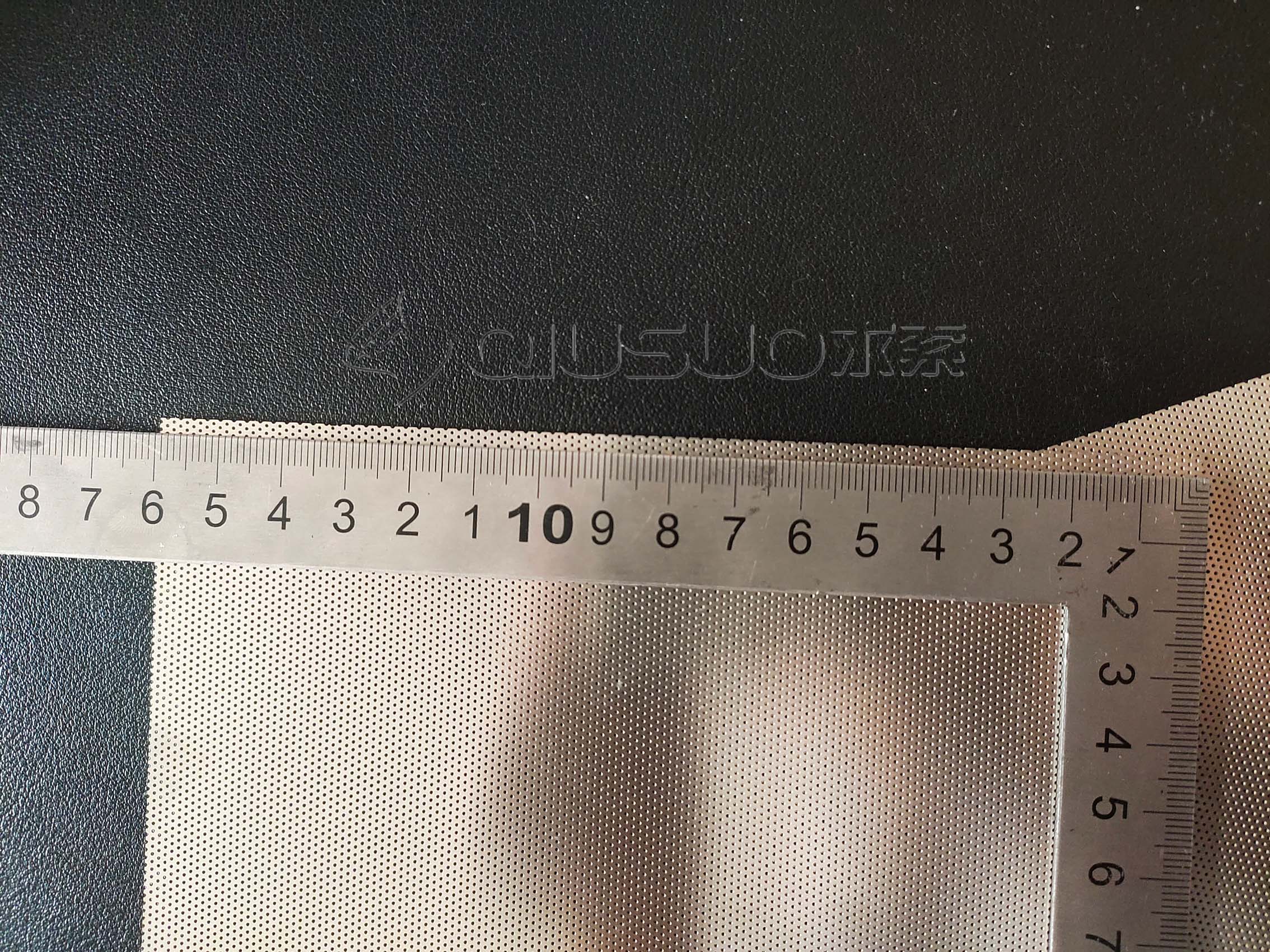
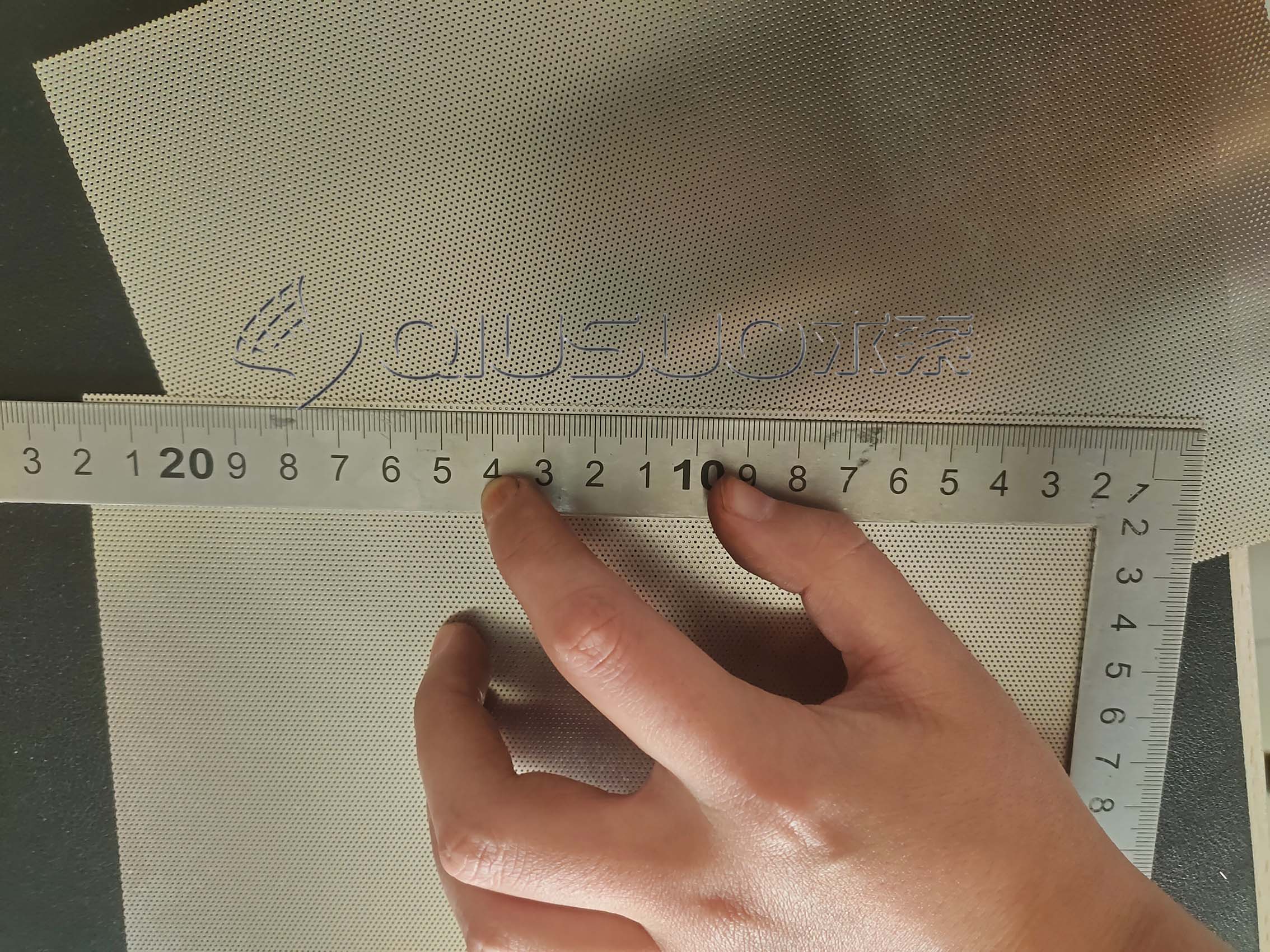
检查穿孔金属板的超长
检查穿孔金属板的宽度
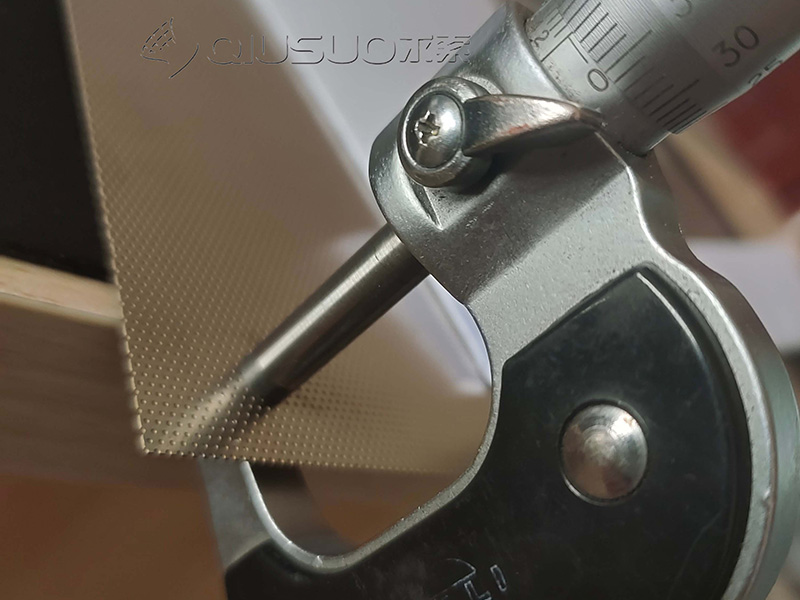
检查穿孔金属板的厚度
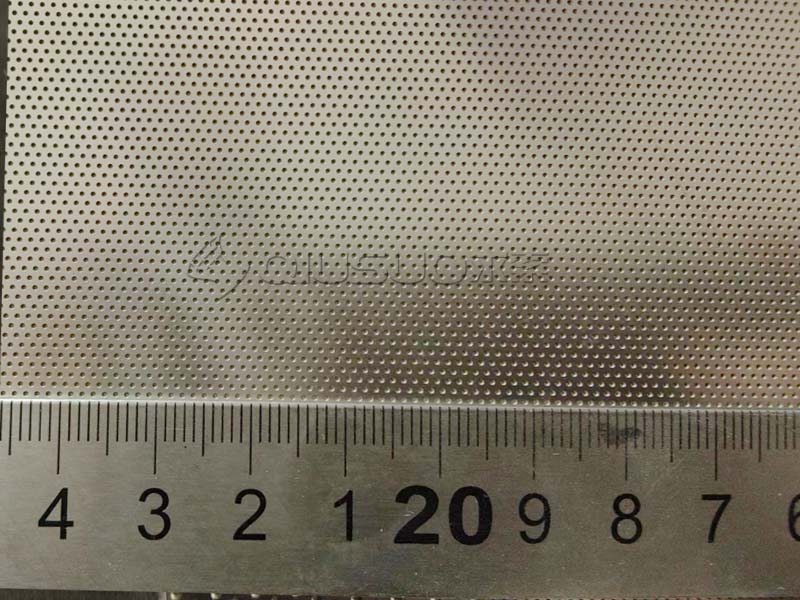
检查穿孔金属板的10孔间距
检查穿孔金属板的孔径
X射线光谱仪确认穿孔金属板材料等级
| 比较 | 加工方法 | 应用 | 优点 | 不足 |
|---|---|---|---|---|
| 放电-钻孔 | 脉冲火花放电蚀刻工件金属成形 | 适用于加工复杂工件 | 加工薄壁工件、深窄槽和微加工的独特优势 | 电火花加工对常规机床可加工的工件没有优势,加工周期长 |
| 激光穿刺 | 高功率密度激光束辐照工件熔化和气化材料 | 适用于大量高密度的重复钻孔和难加工的倾斜表面材料 | 快速、清晰、无毛的孔轮廓 | 孔深与孔深直径比有限 |
| 线性切割 | 与放电原理相同 | 适用于加工低刚度零件和小零件 | 无需设计和制造成型工具即可降低成本并缩短生产周期 | 在逐渐溶解工件的同时进行切割不适合批量生产 |
| 蚀刻穿孔 | 蚀刻过程中接触化学溶液以溶解腐蚀 | 2毫米下面的工作表,特别是0.5毫米下面的工作表 | 易于实现扁平零件,无毛刺,图案复杂,加工周期短,成本低 | 材料的厚度有限,太厚而无法蚀刻 |
穿孔金属板的应用