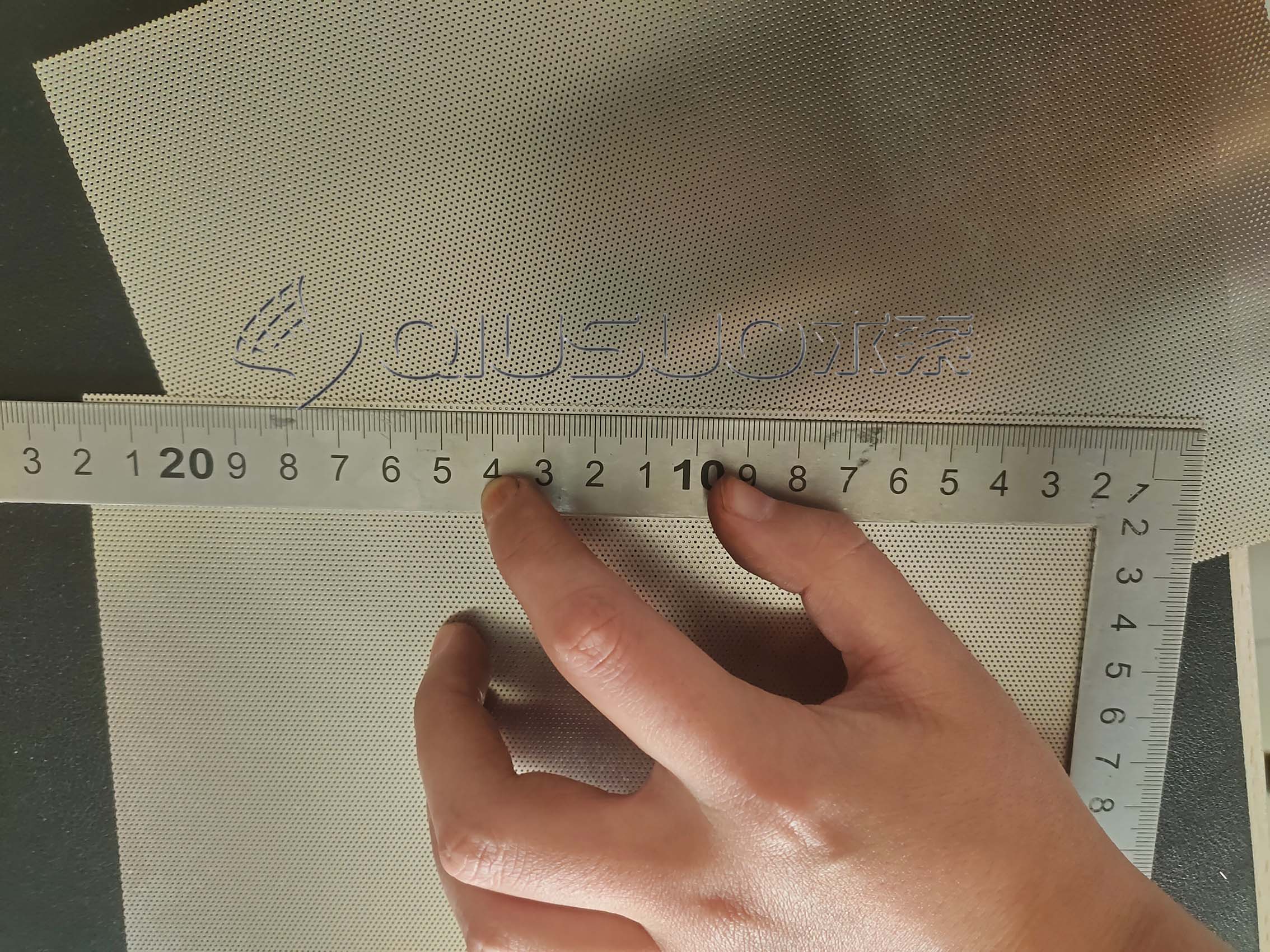
Comprobación de la longitud en exceso de la placa de metal perforada

Información básica y especificación
Foto de productos de terminated
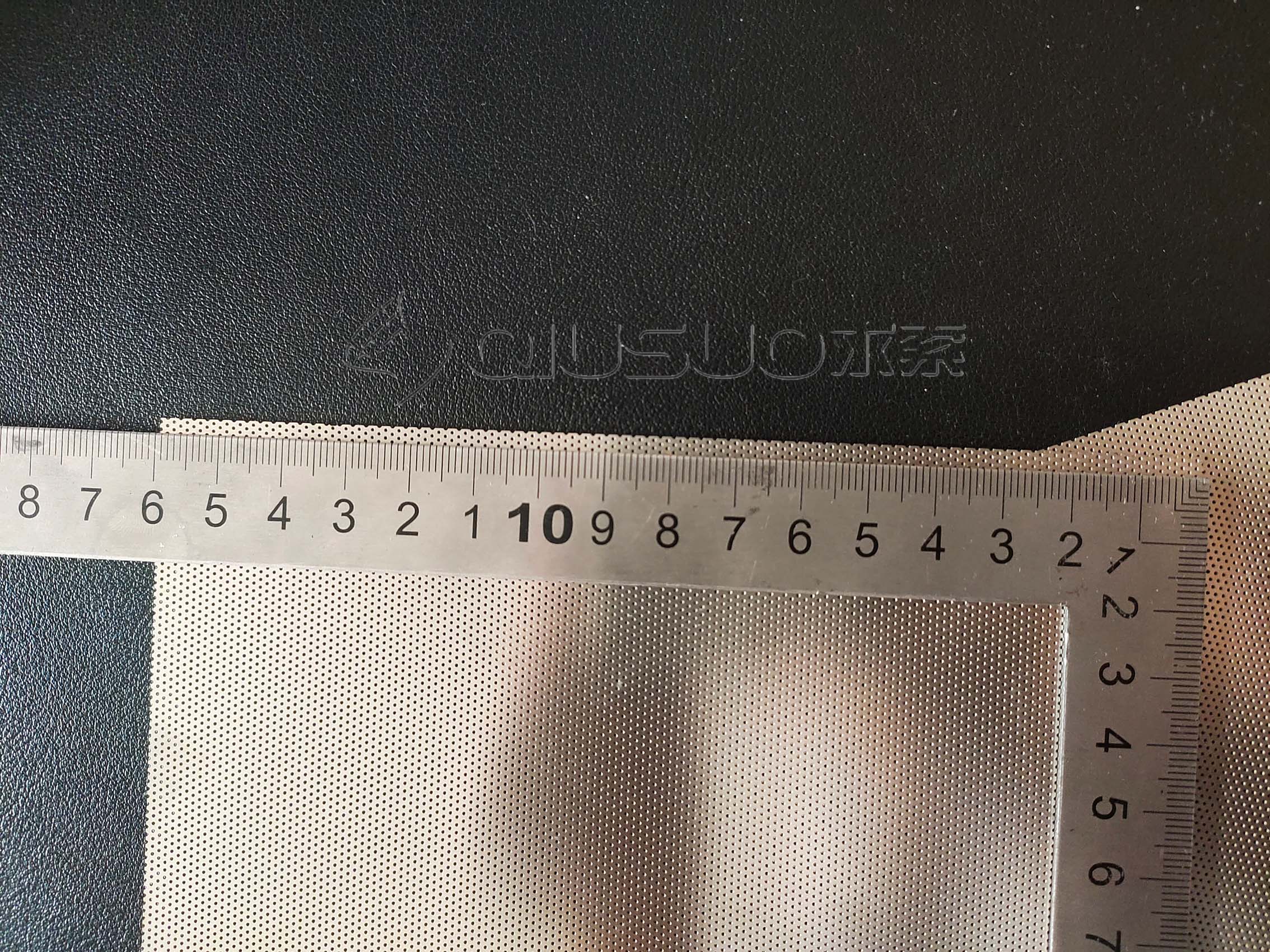
Comprobación de la longitud en exceso de la placa de metal perforada
Comprobación de la anchura de la placa de metal perforada
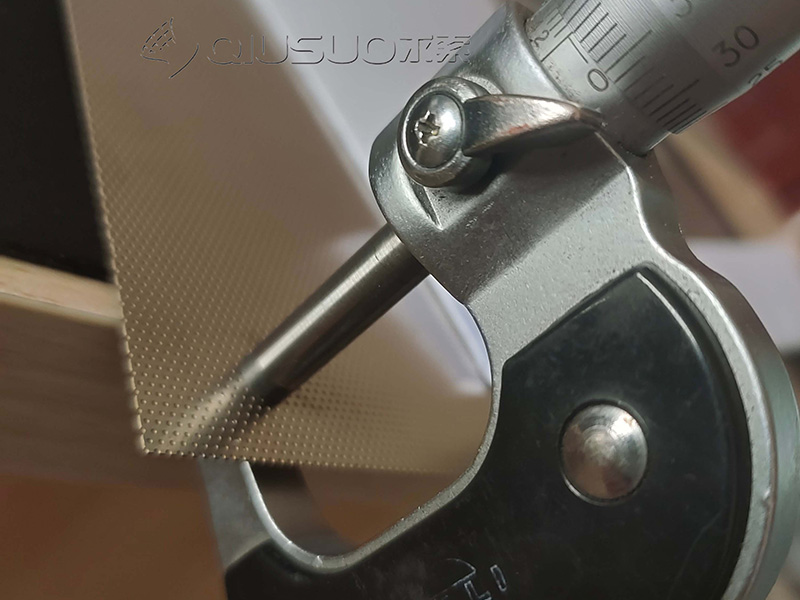
Comprobación del espesor de la placa de metal perforado
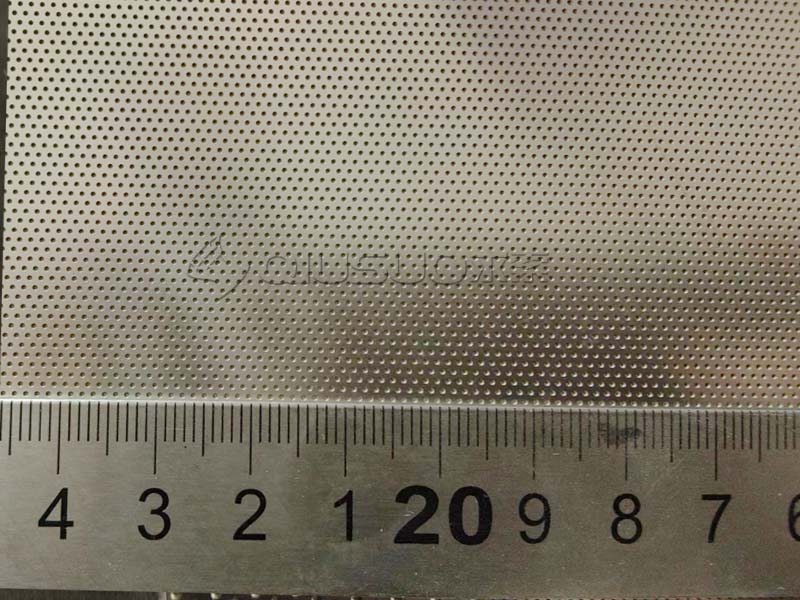
Comprobación del paso de 10 orificios de la placa de metal perforada
Comprobación del diámetro del agujero de la placa de metal perforada
Espectrómetro de rayos X confirma grado de material de placa de metal perforado
| Comparación | Método de proceso | Aplicar | Mérito | Deficiencia |
|---|---|---|---|---|
| Descarga eléctrica-perforación | Pulso de descarga de chispa grabado de metal para la pieza de trabajo | Adecuado para procesar piezas de trabajo complex | Ventajas únicas para el mecanizado de piezas de trabajo de pared delgada sobre slots (en papel y estrechas y micro mecanizado | El mecanizado de descarga eléctrica no tiene ninguna ventaja y un largo ciclo de procesamiento para piezas de trabajo que pueden mecanizarse con máquinas herramienta convencionales |
| Láser Punción | Materiales de fusión y gasificación por irradiación de la pieza de trabajo con rayo láser de alta densidad de potencia | Adecuado para perforaciones repetidas con gran número y alta densidad y procesamiento en materiales de superficie inclinados difíciles de mecanizar | Esquema del agujero rápido y claro y glabro | La profundidad del agujero y la relación profundidad-diámetro del agujero hijo limitadas |
| Corte lineal | Lo mismo que el principio de descarga eléctrica | Adecuado para el mecanizado de piezas de baja rigidez y piezas pequeñas | Costo reducido y ciclo de producción acortado pecado diseño y fabricación de herramientas de moldeo | Cortar mientras se disuelven gradualmente las piezas de trabajo no es adecuado para la producción en masa |
| Grabado perforado | Póngase en contacto con la solución química durante el grabado para disolver la corrosión | Hoja por debajo de 2mm especialmente para la hoja por debajo de 0,5mm | Piezas planas celdas de carga lograr pecado rebabas... patrón complejo y ciclo de procesamiento corto under costo | El espesor del material es limitado... demasiado grueso para grabarlo |
Aplicación de placas de metal perforadas
Contáctenos
Si necesita consultar el precio, comuníquese con el departamento comercial por correo electrónico: sales@qs-wiremesh.com
Comparta sus dibujos, especificaciones o detalles de aplicación para que podamos revisar su solicitud y preparar una cotización más precisa.