钻孔前绘制图案

钻孔前绘制图案
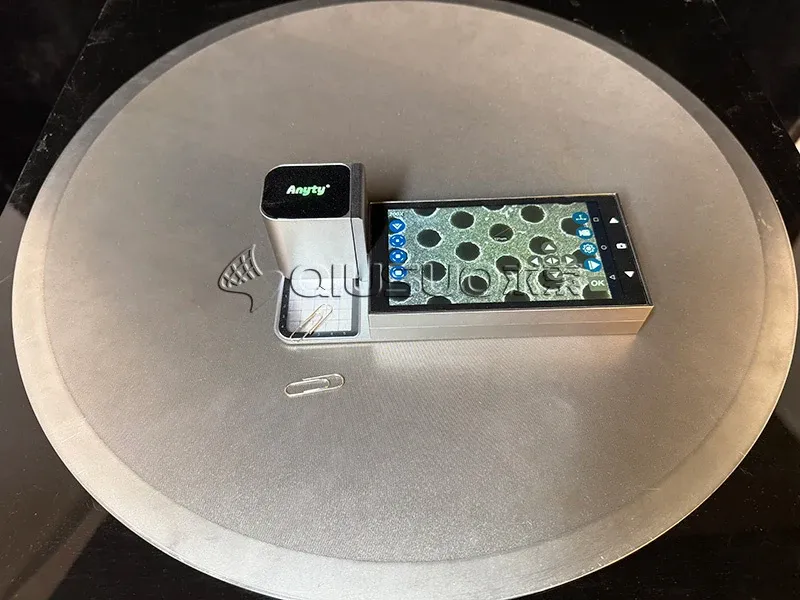
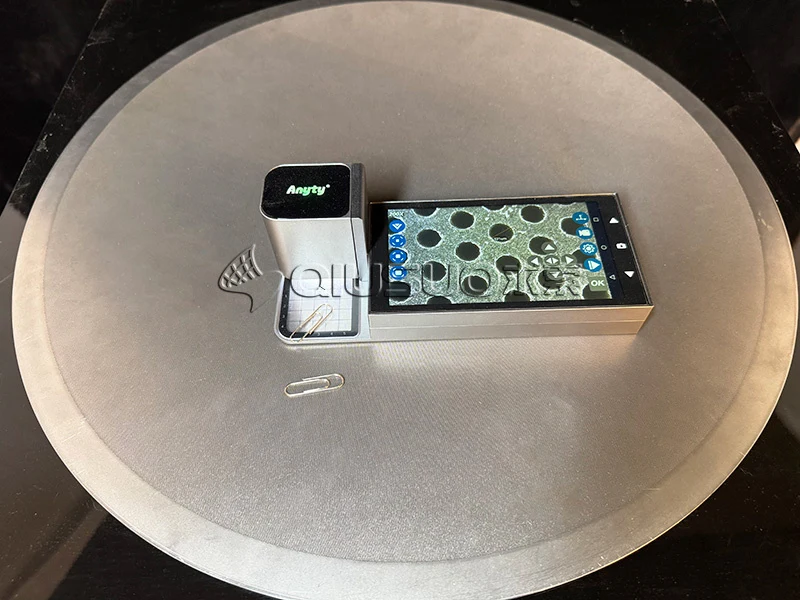
激光穿孔详情
带齿轮的加工设备
激光微穿孔管
| 参数 | 数值范围 |
|---|---|
| 孔尺寸 | 大孔:> 3.00毫米 |
| 小孔: 1.00-3.00毫米 | |
| 微孔: 0.20-1.00毫米 | |
| 中间微孔: 0.10-0。 20毫米 | |
| 超微孔: 0.01-0.10毫米 | |
| 圆锥形,圆柱形和倾斜孔 (45 °/60 °) 可用于各种形状,例如正方形,六边形,开槽等。 | |
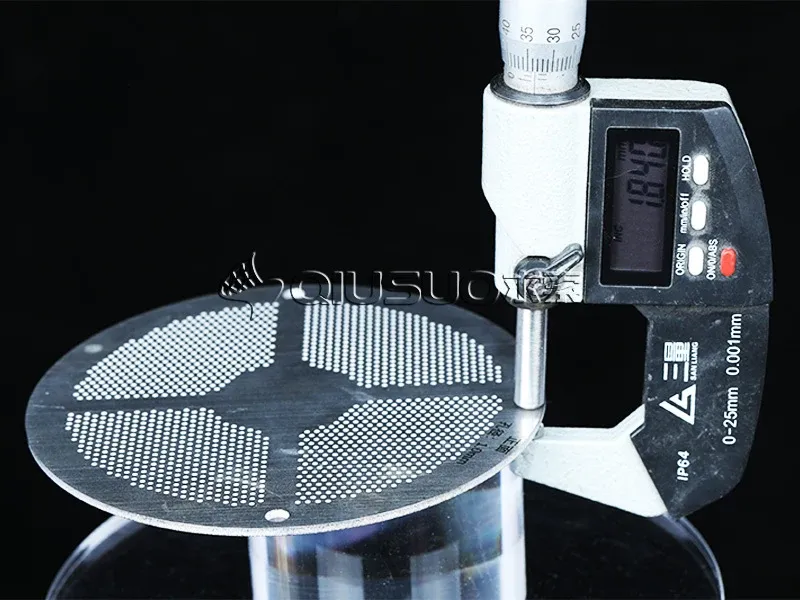
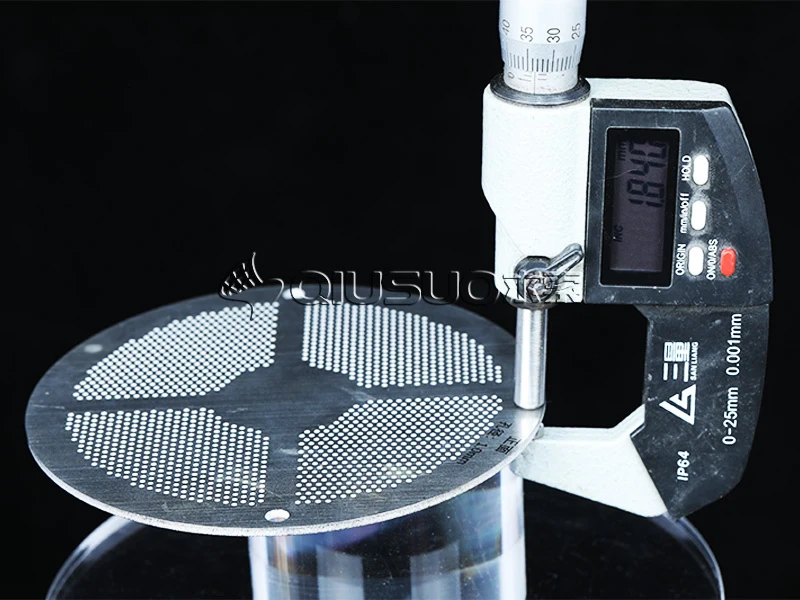
| 网孔精度 (重复定位精度) | 孔径公差 ± 0.005毫米。 |
| 孔间距精度为 ± 0.01毫米,适用于精密过滤、流量均衡和散热应用。 | |
| 确保孔位置的一致性。 | |
| 冲孔深度 (材料厚度) | <5.0毫米 (取决于材料和孔),易于冲管和板。 |
| 主要材料 | 不锈钢、合金钢、铝和合金、铜和合金、钛和合金、镍钼合金等。 |
| 孔隙密度 | 10-10000孔/cm ²,透气性可控 (0.1-100 L/min·cm ²) |
| 表面粗糙度 | Ra 0.4-1.6 μ m (无毛刺) 直接用于光学或密封场景 |
| 处理速度 | 100-500孔/分钟 (取决于孔大小和复杂程度),支持24小时连续生产 |
微孔的加工方法比较多,常规的激光打孔、电钻打孔、数控打孔、蚀刻打孔和打孔,以下是金属微孔板的四种打孔加工工业比较。 具体的工艺选择,我们会根据具体的规格、数量、价格预算和质量要求为您推荐最佳的解决方案。
| 比较尺寸 | 激光打孔 | 钻头钻孔 | 数控冲床 | 蚀刻 |
|---|---|---|---|---|
| 加工原理 | 高能激光束烧蚀材料 | 机械切割 (旋钻) | 模具冲压 | 化学溶液选择性腐蚀 |
| 微孔直径范围 | 0.02-1毫米 | 0.6-1毫米 (硬质合金钻头) | 0.3-1毫米 (受模具限制) | 0.05-1毫米 |
| 加工精度 | ± 0.005毫米 | ± 0.02-0.05毫米 | ± 0.1毫米 (模具磨损的影响) | ± 0.01-0.03毫米 |
| 材料适应性 | 金属、陶瓷、塑料、复合材料 | 金属、木材、塑料 (硬度 ≤ HRC 60) | 普通钣金 (≤ 6毫米) 重载 | 金属箔 (≤ 0.5毫米) 、硅片、玻璃 (需要掩模) |
| 处理速度 | 100-500孔/分钟 (取决于孔径复杂性) | 10-50孔/分钟 (手动) 200孔/分钟 (CNC多轴) | 300-1000孔/分钟 (批) | 1-10分钟/片 (整片蚀刻) |
| 优点 |
|
|
|
超细孔加工复杂图形一步成型 |
| 缺点 |
|
|
|
|
| 典型应用 | 航空涡轮叶片的气膜孔,电子设备的微通孔 | 液压碎浆机筛,旋转研磨筛用于造纸,制糖,鱼粉工业 | 筛分、过滤过滤器、建筑装饰板 | 光学器件、电子元件用IC引线框衍射孔 |
| 选择建议 | 高精度微孔: 首选激光或蚀刻 (孔径 <0.3毫米) | 厚板加工 (> 5毫米): 选择钻头钻孔 | 大批量标准化孔: 数控冲床 | 复杂图形/超薄材料: 化学蚀刻 (使用光刻掩模) |
激光微穿孔在较厚的板材中实现超微孔,超高开口率,高端应用不可替代的解决方案。
通过客户案例,您可以深入了解我们卓越的产品质量和工艺,感受我们激光切割super micross穿孔板的质量。
QIUSUO致力于提供优质的激光切割super micro穿孔板。 我们严格的质量控制流程确保您获得符合最高标准的可靠产品。